汽車左后門板大型注塑模設計要點解析
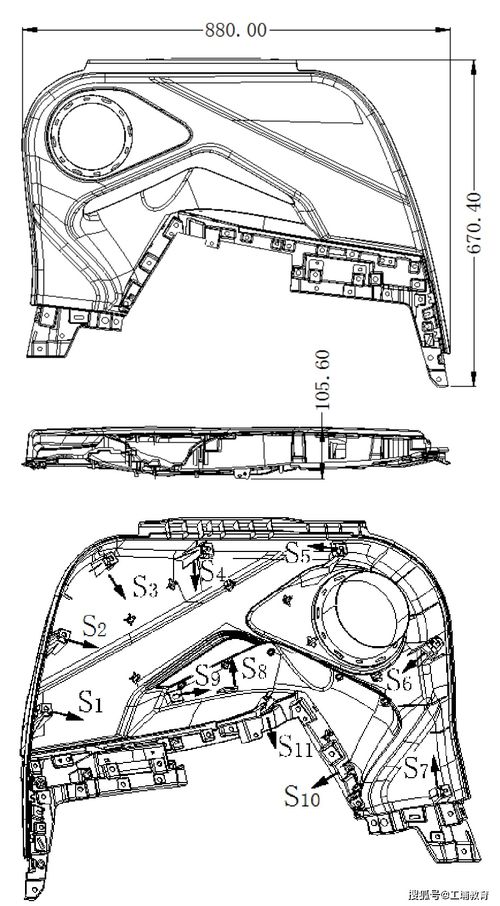
汽車門板作為車身重要的內外飾件,其注塑成型質量直接影響整車的安全、美觀與性能。左后門板因其特定的結構和功能要求,其大型注塑模具的設計尤為關鍵。本文將系統講解汽車左后門板大型注塑模設計的核心要點。
一、 產品分析與前期規劃
- 材料選擇與收縮率:門板常采用PP+EPDM-TD20等改性聚丙烯材料,兼具韌性、剛度和耐候性。設計時需精確計算并預留材料收縮率(通常約1.2%-1.8%),確保產品尺寸穩定。
- 拔模斜度:門板造型復雜,存在大量深筋、倒扣。必須保證所有特征(尤其是皮紋面)具備足夠的拔模斜度(通常皮紋面需3°以上,光面需1°以上),以確保順利脫模且不拉傷表面。
- 分型線設計:分型線應盡可能設置在門板棱線或隱蔽位置,以隱藏熔接痕和飛邊,保證外觀質量。對于大型門板,常采用復雜的三維分型面。
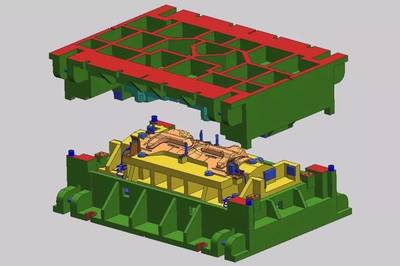
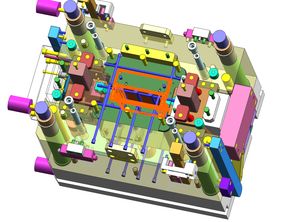
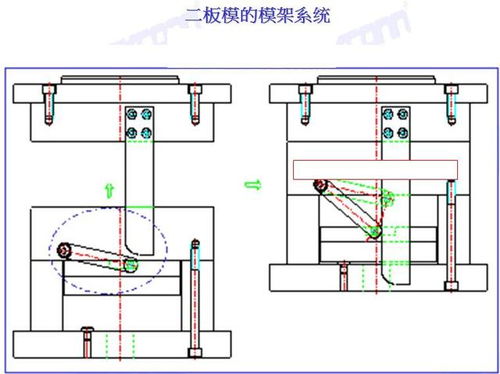
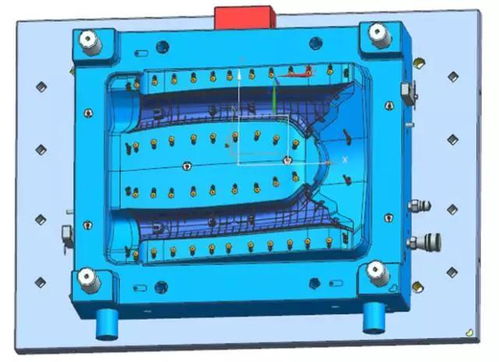
二、 模具結構設計核心要點
- 澆注系統:
- 澆口形式:優先采用熱流道多點針閥式澆口。其優點在于可平衡充填、減少熔接痕、實現順序控制以消除氣紋,并能自動切斷澆口。澆口位置通常設在門板內側非外觀區域,如加強筋或裝配結構處。
- 流道平衡:需通過模流分析(如Moldflow)優化流道尺寸與布局,確保塑料熔體能夠同時、均勻地填充型腔,防止因填充不均導致的翹曲、縮痕等問題。
- 冷卻系統:
- 高效的冷卻系統是保證大型門板生產周期和尺寸精度的關鍵。應采用隨形冷卻水路,特別是針對門板主體、大型筋位等厚壁區域,確保冷卻均勻。
- 通常采用“直通水管+隔水片+噴泉管+鈹銅鑲件”的組合式冷卻方案,以最大化冷卻效率。
- 頂出與排氣系統:
- 頂出系統:由于門板面積大、結構復雜,需采用“頂針+扁頂針+推塊+氣輔頂出”的復合頂出方案。頂出布局必須均衡,防止產品頂白或變形。對于深筋部位,常設計鑲件頂出。
- 排氣系統:充分排氣是避免困氣、燒焦等缺陷的必要條件。除分型面排氣槽外,應在最后填充區域、筋位底部及頂針/鑲件位置開設微型排氣槽或排氣鑲件。
- 側向抽芯機構:門板內側常有卡扣、安裝孔等倒扣結構,需設計斜頂、滑塊等側向抽芯機構。設計時需保證其運動順暢、剛性強,并充分考慮潤滑與防塵。
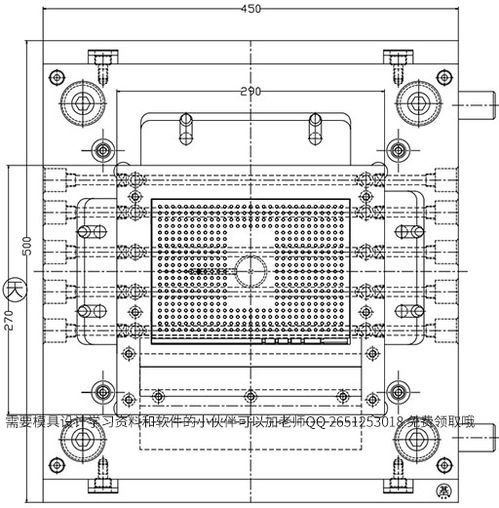
- 模具強度與導向:
- 模架需選用高強度鋼材(如S50C預硬鋼),并加設大量支撐柱與錐面定位塊,以承受巨大的注塑壓力,防止模板變形。
- 導向系統需格外精密,除四角導柱導套外,常增設中導柱、邊鎖或錐面定位,確保動定模在高壓下精準對合,保證產品精度與皮紋完美轉印。
三、 制造與試模注意事項
- 型腔表面處理:外觀面需進行精細的皮紋蝕刻或拋光處理,蝕刻前需充分驗證皮紋效果。
- 試模驗證:試模階段應重點關注填充平衡性、熔接痕位置、翹曲變形量及縮痕情況。根據試模結果,對冷卻水路、澆口尺寸或排氣進行微調優化。
- 維護性設計:模具設計之初就應考慮維護便利性,如易損鑲件、滑塊、頂針的可更換性,以及水路、氣路的快速接口設計。
汽車左后門板大型注塑模是一項綜合性極強的工程,成功的關鍵在于將產品需求、材料特性、模流分析、精密加工與豐富的實踐經驗深度融合。唯有在每個細節上精益求精,才能實現高質量、高效率、長壽命的穩定生產。
如若轉載,請注明出處:http://www.unsulting.com/product/94.html
更新時間:2026-05-05 22:19:43